

Every pound of plastic scrap recovered in-house is a pound of virgin resin that does not need to be produced. That equation has a cost impact, a carbon impact, and increasingly a supplier qualification impact too.
The Environmental and Business Case Are the Same Case
In-house plastic size reduction is usually evaluated as a capital equipment decision: does the granulator or shredder cost justify the scrap recovery value? That calculation is real and often straightforward. But it understates the full picture. The calculation looks only at direct material recovery. It ignores two other categories of value: the avoided cost of virgin resin production and the sustainability documentation that industrial buyers now increasingly require from their suppliers.
Both of those factors have grown in importance over the past several years. Resin prices have been volatile and have trended upward over time. In industries from automotive to consumer packaging, supply chain sustainability documentation including material recovery rates and regrind reuse percentages is now part of supplier qualification in ways it simply was not a decade ago. A facility that can document a functioning in-house plastic recycling program is better positioned than one that cannot, entirely separate from the direct cost savings.
Three Ways In-House Plastic Recycling Creates Value
♻️
Raw Material Recovery
Scrap resin recovered and blended back into production directly offsets virgin resin purchases at current market prices, cycle after cycle.
🌱
Carbon Footprint Reduction
Virgin plastic production is energy-intensive. Each pound of regrind substituted for virgin material reduces your operation’s upstream carbon demand measurably.
📋
Sustainability Documentation
Regrind reuse rates are verifiable data points for ESG reporting, supplier questionnaires, and customer sustainability certifications.
The Carbon Math Behind Regrind vs. Virgin Resin
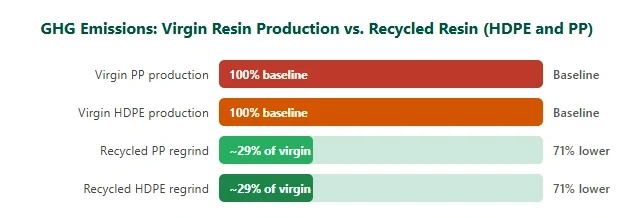
Producing virgin plastic resin from fossil feedstocks is one of the most energy-intensive steps in the plastics manufacturing supply chain. The numbers behind this are well documented. A life cycle assessment conducted by Franklin Associates for the Association of Plastic Recyclers compared virgin and recycled resin on a cradle-to-gate basis. It found that recycled HDPE and recycled PP each produce approximately 71% lower greenhouse gas emissions than their virgin equivalents. That means for every pound of HDPE or PP regrind your facility uses in place of virgin resin, you avoid roughly 71% of the carbon emissions that virgin production would have generated.
When a facility runs scrap through an industrial shredder or plastic granulator and blends the output back into production, it substitutes a low-carbon-intensity process for a high-carbon-intensity one. At the scale of a typical injection molding, blow molding, or extrusion operation, this substitution has a measurable impact on total Scope 3 emissions. Those are the upstream supply chain emissions that large industrial buyers increasingly track and report.
Source: Franklin Associates, Life Cycle Impacts for Postconsumer Recycled Resins: PET, HDPE, and PP (2018, updated 2020), conducted for the Association of Plastic Recyclers (APR). Available at plasticsrecycling.org. Results reflect cradle-to-gate global warming potential. PVC figures are not covered by this study; virgin PVC data follows PlasticsEurope Eco-profiles methodology.
What Buyers Are Asking For Now
Sustainability requirements in industrial supply chains have moved from aspirational language in annual reports to specific data fields in supplier qualification forms. In automotive, consumer goods, packaging, and construction, procurement teams now ask suppliers to document material recovery rates, regrind reuse percentages, and waste diversion practices. They want actual numbers, not estimates.
An in-house plastic recycling program that is properly documented produces exactly the data those questionnaires request. Facilities that can answer those questions with real shift-by-shift numbers are better positioned in supplier evaluations than those that cannot. The equipment is the starting point, but the documentation system built around it is what generates the sustainability credential.
How ZERMA America’s Equipment Supports In-House Recycling Programs
ZERMA America offers a complete range of industrial plastic granulators, shredders, and combination systems covering every stage and application in a plastic processing facility’s scrap stream. Every machine in the lineup is designed for in-house use, whether that is beside-the-press recovery, centralized granulation, or two-stage shredder-granulator processing.
Equipment, Application, and Sustainability Impact
| Application | ZERMA Equipment | Sustainability Impact |
|---|---|---|
| Inline sprue and runner recovery | GSL Slow Speed Granulator or GSC Compact Soundproofed Granulator | Highest recovery rate, regrind returned to process immediately |
| Central granulation of production scrap | GSH Heavy Duty Granulator | High-volume recovery, consistent regrind for blending |
| Pre-shredding bulky or irregular scrap | ZSS General Purpose Shredder or ZXS Heavy Duty Shredder | Recovers material that would otherwise be landfilled |
| Integrated two-stage processing | ZCS Shredder-Granulator Combination | Single system handles wide input range, maximizes recovery |
| Pipe and profile scrap recovery | ZRS Pipe Profile Shredder and GSP Pipe and Profile Granulator | Recovers high-value resin frequently landfilled without equipment |
| PVC powder recovery for compounding | PM Plastics Pulverizer | Enables reuse in dry-blend compounding, reducing virgin PVC demand |
Ready to build a measurable, documented in-house plastic recycling program? ZERMA America can help you identify the right equipment and get started.





